Press Brake Daylight, Column Span, and Throat Depth: Is Bigger Always Better?
Press Brake Design Principles VS Real Customer Needs,Who Is More Important?
In the press brake business, customers often ask for three things:
“Can you make the daylight higher?”
“Can you make the distance between frames wider?”
“Can you make the throat depth deeper?”
From a customer’s point of view, these requests make sense. A higher daylight gives more room for tall tooling and complex parts. A wider frame distance makes it easier to pass longer sheets through the machine. A deeper throat allows deeper boxes, cabinets, panels, and special parts to be bent.
But from the manufacturer’s side, these dimensions are not just numbers on a specification sheet. They directly affect the machine’s rigidity, deformation, cost, welding process, machining accuracy, and long-term performance.
A press brake is not a simple steel frame. It is a precision forming machine that works under heavy load every day. Every time we increase daylight, frame distance, or throat depth, we also increase the structural challenge behind the machine.
So the real question is:
Are bigger dimensions always better?
My answer is simple:
No. Bigger is not always better. The right size, supported by the right structure, is what really matters.

1. Why Customers Like Bigger Specifications
Many buyers compare press brakes by looking at visible specifications:
- Tonnage
- Bending length
- Daylight
- Stroke
- Throat depth
- Distance between frames
- Axis configuration
- Controller model
These numbers are easy to compare, so it is natural for customers to think:

This is partly true. Bigger dimensions can make the machine more flexible. But if the machine structure is not reinforced accordingly, bigger dimensions may also bring more deformation, lower bending accuracy, and shorter long-term stability.
In other words, a bigger opening does not automatically mean a better press brake.
2. A Press Brake Frame Is About the Force Loop
When a press brake bends sheet metal, force travels through the entire machine structure.
The force goes from the hydraulic cylinders to the ram, then through the punch, the sheet metal, the die, the worktable, and finally back into the side frames and cylinder mounting area.
This is the machine’s force loop.
If this force loop is strong, stable, and well-designed, the machine can maintain bending accuracy under load. If the force loop is weak, the machine may bend the part, but the machine itself also bends too much.
That is where problems start.
The most common deformation areas include:
- Ram deflection
- Worktable deflection
- C-frame opening deformation
- Side frame distortion
- Off-center bending twist
- Long-term accuracy change caused by welding stress release
A high-quality press brake frame is not just about using thicker steel plates. It is about how the whole structure handles force.
3. What Happens When These Dimensions Get Bigger?
| Customer Request | Benefit for the User | Structural Challenge | What the Manufacturer Must Do |
|---|---|---|---|
| Higher Daylight | More space for tall tools, deep parts, and easier handling | Taller frame, longer ram movement, higher guide stability requirement | Reinforce side frames, guide system, ram, and cylinder mounting area |
| Wider Frame Distance | Easier to handle long sheets and wider parts | Longer effective span, more ram and worktable deflection | Strengthen ram, worktable, side frame connection, and crowning system |
| Deeper Throat Depth | Allows deeper boxes, cabinets, and special parts | Larger C-frame opening deformation | Reinforce throat area, side frames, worktable connection, and oil cylinder seat |
| Longer Stroke | More forming flexibility | Higher demand on ram guidance and synchronization | Improve guide design, cylinder control, and safety protection |
| Higher Tonnage + Long Bed | More bending capacity | Much higher frame and beam deflection | Use heavy-duty structure, stress relief, precision machining, and strong crowning |
This is why a serious press brake manufacturer cannot simply say, “Yes, we can make it bigger,” without redesigning the structure.
A bigger machine must come with bigger engineering responsibility.
4. Is Higher Daylight Always Better?
Daylight is the opening height between the upper tool and the lower die when the ram is fully open.
A higher daylight is useful for:
- Tall tooling
- Box-type bending
- Deep parts
- Hemming tools
- Special forming tools
- Sheet followers
- Easier loading and unloading
But higher daylight also makes the frame taller. A taller frame is harder to control under load. The guide system must be stable enough, the ram must move smoothly, and the cylinder mounting area must stay rigid.
If the daylight is increased without proper structural reinforcement, the machine may have:
- Less stable ram movement
- Lower repeatability at the bottom position
- More guide wear
- More frame deformation
- Lower long-term accuracy
So higher daylight is valuable only when the structure is designed for it.
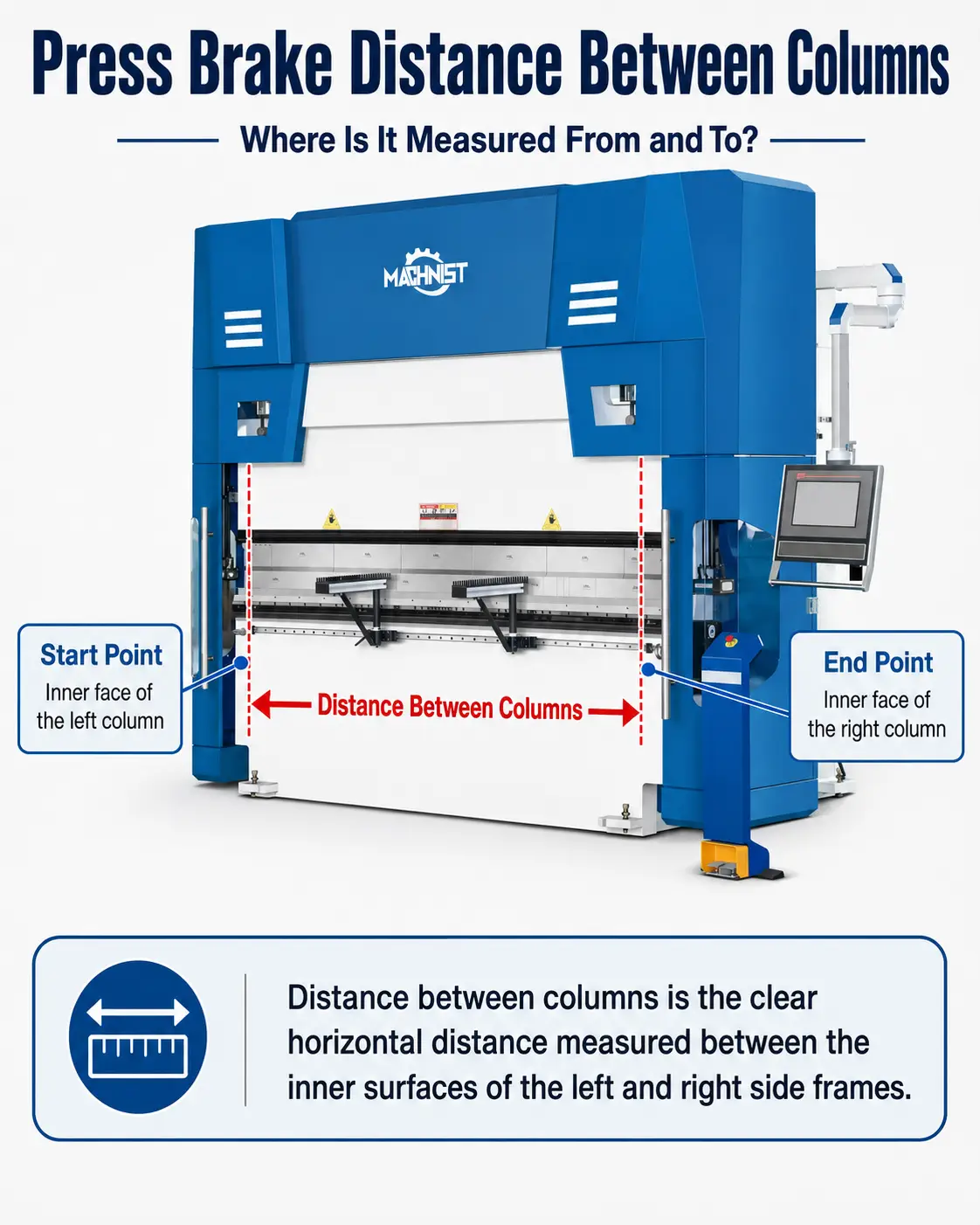
5. Is Wider Distance Between Frames Always Better?
Distance between frames refers to the opening between the left and right side frames.
Customers like a wider frame distance because it allows larger sheets to pass through the machine more easily. This is very practical, especially for long panels and wide workpieces.
However, a wider frame distance also increases the effective span of the ram and worktable. The longer the span, the more deflection the machine may have under load.
This is especially important for long bending parts.
If the distance between frames is increased, the manufacturer must consider:
- Larger ram section
- Stronger worktable structure
- Better crowning compensation
- Stronger connection between side frames and worktable
- Better control of full-length bending accuracy
- Higher safety margin for off-center bending
A wider frame distance is not free. It must be supported by a stronger machine structure.
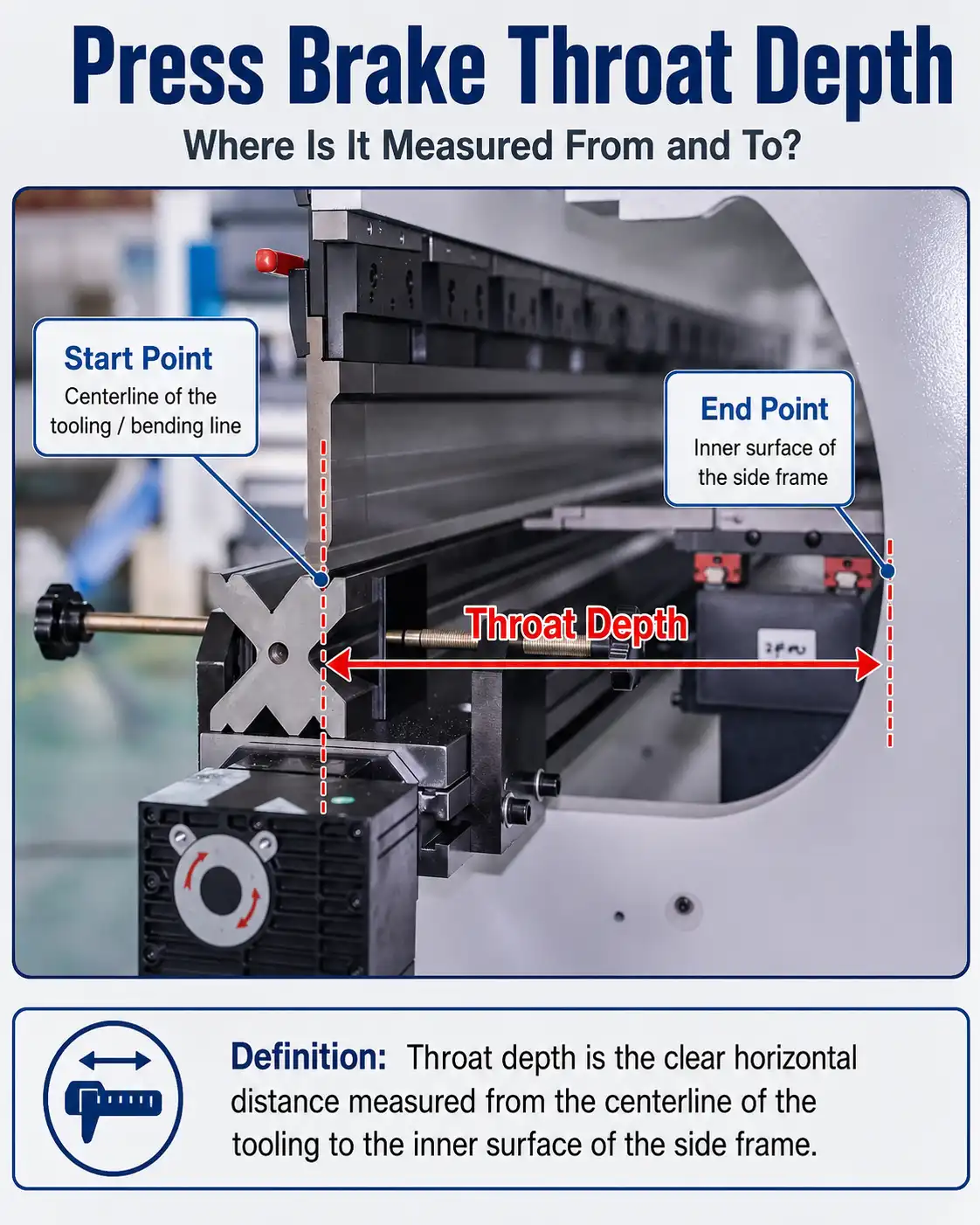
6. Is Deeper Throat Depth Always Better?
Throat depth is one of the most misunderstood press brake specifications.
A deeper throat allows the operator to bend deeper parts, such as:
- Boxes
- Door panels
- Cabinets
- Enclosures
- Return flanges
- Special formed parts
But structurally, throat depth has a major influence on the side frame.
From the side view, a press brake side frame works like a C-shaped structure. When the throat gets deeper, the C-frame opening becomes longer. Under bending force, this opening tends to open up.
This affects:
- Punch and die alignment
- Ram verticality
- Left and right synchronization
- Bending angle consistency
- Long-term repeatability
That is why deep-throat machines should not be treated as normal machines with a longer throat cutout. They require stronger side frames, better throat reinforcement, smoother internal radii, and stronger worktable connection.
A deep throat can be built. But it cannot be built cheaply if accuracy matters.
7. The Real Conflict: Customer Needs, Machine Cost, and Market Competition
As a factory owner, I understand the pressure from all sides.
Customers want better specifications.
Salespeople want easier selling points.
Agents want competitive prices.
Competitors keep lowering prices.
Factories still need to pay for steel, welding, machining, labor, painting, testing, packing, warranty, and after-sales service.
This creates a difficult question:
How can we build a better press brake without being pushed out of the market by low-price competition?
If we only chase low prices, the machine becomes weaker.
If we only chase high-end design, many customers may not accept the cost.
If we blindly promise every customized request, we may create after-sales problems.
If we refuse customer needs, we lose market opportunities.
The right answer is balance.
A responsible factory must balance:
- Customer requirements
- Mechanical principles
- Manufacturing cost
- Long-term machine accuracy
- Market competitiveness
- Brand reputation
- After-sales risk
At MACHNIST, we believe a good press brake should not be designed only for the sales contract. It should be designed for years of real production.
8. Turning Customer Requests Into Engineering Decisions
When a customer asks for a higher daylight, we should not only say yes. We should ask:
- What tooling will be used?
- How tall is the workpiece?
- Will the customer use hemming tools?
- Will the machine bend box-type parts?
- Is a sheet follower required?
- Will the customer use full tonnage frequently?
When a customer asks for a deeper throat, we should ask:
- What is the return flange size?
- What material thickness will be bent?
- What is the bending length?
- Is full-tonnage bending required?
- Is high angle accuracy required?
When a customer asks for a wider distance between frames, we should ask:
- What is the maximum sheet length?
- Will the customer bend full length?
- Will the customer often bend short parts off-center?
- What is the material strength?
- What tolerance is required?
Only after these questions are clear can we decide whether the machine needs a standard frame, reinforced frame, or custom-engineered structure.
A professional manufacturer does not simply sell bigger dimensions.
A professional manufacturer turns customer requirements into a real engineering solution.
9. Case Study: 100T/3200 Press Brake
The 100T/3200 press brake is one of the most common machines in the market. It is often used for general sheet metal fabrication, electrical cabinets, light-duty parts, stainless steel thin sheet, door panels, and standard bending work.
For this model, most customers care about cost, operation, reliability, and basic bending accuracy.
So the 100T/3200 should not be overbuilt without reason. If the frame is made too heavy, the price becomes less competitive. But it also should not be too light, because many customers use this machine for stainless steel or off-center bending.
For a standard 100T/3200 machine, the design should focus on:
- Reasonable side frame thickness
- Stable ram structure
- Strong enough lower worktable
- Effective crowning system
- Proper welding and stress relief
- Accurate machining of key surfaces
If the customer requests a larger daylight, deeper throat, or wider frame distance, the machine should move from a standard design to a reinforced design.
| Item | Standard 100T/3200 | Reinforced 100T/3200 |
|---|---|---|
| Typical Use | General sheet metal bending | Larger opening, deeper parts, higher stability needs |
| Side Frame | Standard rigid frame | Thicker or reinforced side frames |
| Ram | Standard ram structure | Stronger ram section |
| Worktable | Standard worktable | Reinforced worktable with better support |
| Throat Depth | Standard depth | Deeper throat with reinforced C-frame |
| Daylight | Standard opening | Higher daylight with stronger guide system |
| Main Focus | Cost-performance balance | Better rigidity and long-term accuracy |
My view is simple:
A standard 100T/3200 should be cost-effective. A customized 100T/3200 should be reinforced. We should not use a standard frame to promise non-standard performance.
10. Case Study: 170T/3200 Press Brake
The 170T/3200 press brake is a very important model. It is stronger than a 100T machine and is often used for medium-thickness plate, stainless steel, equipment covers, cabinets, door frames, and industrial sheet metal parts.
This machine is already beyond basic light-duty bending.
For a 170T/3200 machine, the frame must be treated more seriously. If the machine is equipped with CNC control, 6+1 axes, a sheet follower, a larger throat depth, or higher daylight, it should be designed as a medium-to-high-end CNC press brake.
Important design points include:
- Stronger side frames
- Better throat rigidity
- Ram bending and torsional resistance
- Stronger worktable structure
- Stable cylinder mounting area
- Effective CNC crowning
- Proper stress relief
- Precision machining of guide and reference surfaces
| Item | Standard 170T/3200 | High-Configuration 170T/3200 |
|---|---|---|
| Typical Use | Medium-duty bending | Precision bending, stainless steel, complex parts |
| Axis Configuration | 4+1 axis common | 6+1 axis, sheet follower optional |
| Throat Depth | Standard or moderate | Deeper throat requires reinforcement |
| Daylight | Standard or moderate | Higher daylight requires stronger guides and frame |
| Worktable | Stronger than 100T class | Reinforced for better long-term accuracy |
| Main Focus | Stability and practical performance | Rigidity, precision, and flexible production |
The mistake I often see is treating a 170T/3200 like a bigger 100T/3200.
That is not the right way.
A 170T/3200 press brake should have its own structural standard.
11. Case Study: 400T/6000 Press Brake
A 400T/6000 press brake is already a heavy-duty machine. It is usually used for long plates, thick materials, large cabinets, heavy machinery parts, steel structures, and custom industrial components.
The challenge is not only the 400-ton force. The 6000mm length is just as important.
With a long bending length, ram and worktable deflection become major design issues. If the customer also wants a wider frame distance, deeper throat, or higher daylight, the machine must be designed with true heavy-duty thinking.
For this class of machine, the design should focus on:
- High-quality thick side frames
- Heavy-duty ram design
- Large-section worktable
- Reinforced cylinder mounting area
- Strong connection between side frames and worktable
- Reliable CNC crowning system
- Welding stress relief
- Large-scale precision machining
- Safe transportation and installation design
| Item | 400T/6000 Heavy-Duty Requirement |
|---|---|
| Main Challenge | Long bed deflection and high bending force |
| Side Frame | Heavy-duty reinforced structure |
| Ram | Large-section structure with strong anti-deflection capability |
| Worktable | Reinforced long-bed support structure |
| Crowning | High-quality CNC crowning is necessary |
| Throat Depth | Deep throat must be structurally reinforced |
| Daylight | Higher daylight requires stronger frame and guide support |
| Manufacturing Process | Stress relief, precision machining, strict welding control |
| Main Focus | Long-term rigidity, bending accuracy, and safety margin |
A 400T/6000 press brake cannot be designed with light-duty thinking.
If the specification is large but the structure is not strong enough, the result will be high deformation, unstable accuracy, and expensive after-sales problems.
For this machine class, conservative engineering is not weakness. It is responsibility.
12. Typical Structural Considerations by Model
The following table is not a universal design standard. It is a practical reference based on how we think about different machine classes.
| Model | Design Priority | Risk When Dimensions Are Enlarged | Recommended Engineering Response |
|---|---|---|---|
| 100T/3200 | Cost-performance and stable daily use | Higher deflection if throat, daylight, or frame distance is enlarged without reinforcement | Keep standard structure for standard specs; reinforce frame, ram, and worktable for custom dimensions |
| 170T/3200 | Medium-duty rigidity and CNC accuracy | Higher load may cause frame opening, ram deflection, and accuracy loss | Use stronger side frames, better crowning, stress relief, and precision machining |
| 400T/6000 | Heavy-duty rigidity and long-bed accuracy | Long span and high tonnage may cause serious deflection | Use heavy-duty frame, box-type ram/worktable concept, strong crowning, and strict welding/machining control |
13. Material, Welding, and Stress Relief Matter More Than Many Buyers Realize
A customer can easily see the controller, paint, logo, screen, and machine appearance. But the real quality of a press brake is often hidden inside the frame.
Material
For standard machines, qualified structural steel can meet normal production needs.
For medium-to-heavy-duty machines, stronger structural steel such as Q355B is often a better choice.
But material alone does not solve everything. The elastic deformation of steel depends heavily on structure. A stronger material helps with strength, but frame rigidity still depends on section design, force path, welding quality, and machining accuracy.
Welding
Welding is one of the most important processes in press brake manufacturing.
Good welding requires:
- Proper groove preparation
- Matched welding materials
- Controlled heat input
- Symmetrical welding sequence
- Multi-layer and multi-pass welding for thick plates
- Proper reinforcement in high-stress areas
- Cleaning and inspection after welding
The most critical areas include:
- Side frame and worktable connection
- Cylinder mounting area
- Ram structure
- Lower worktable structure
- Throat area reinforcement
Poor welding cannot be fixed by a good CNC controller.
Stress Relief
After welding, the frame carries residual stress. If this stress is not properly relieved, the machine may slowly deform after machining, transportation, or long-term use.
For serious CNC press brakes, especially 170T and above, stress relief is not just a nice option. It is part of long-term accuracy control.
14. What Kind of Press Brake Can Last?
To me, a press brake built to last does not mean it will never need service. Every machine needs maintenance.
A press brake built to last means:
- Honest structural design
- Proper material selection
- Reliable welding
- Stress-relieved frame
- Accurate machining references
- Stable long-term bending accuracy
- Reasonable customization
- Fewer after-sales problems
- A manufacturer willing to stand behind the machine
This kind of machine may not be the cheapest. But after years of use, the customer should feel that the investment was worth it.
At MACHNIST, we do not want to win orders only by showing bigger numbers. We want to build machines that earn trust through stability.
Conclusion: Bigger Dimensions Require Bigger Responsibility
So, are bigger daylight, wider frame distance, and deeper throat depth always better?
No.
The right answer is:
Not bigger. Better matched.
If the customer’s parts require higher daylight, wider frame distance, or deeper throat depth, we can build it. But we must also reinforce the machine structure accordingly.
Every increased dimension brings a structural consequence.
Every customer requirement should be analyzed from an engineering point of view.
Every press brake should balance cost, rigidity, usability, accuracy, and long-term value.
For a 100T/3200 machine, the key is cost-performance and practical stability.
For a 170T/3200 machine, the key is medium-duty rigidity and CNC accuracy.
For a 400T/6000 machine, the key is true heavy-duty design and long-term deformation control.
A machine can win one order with a low price.
But a factory can only build a long-term brand with reliable machines.
That is how we think at MACHNIST.
We respect customer needs.
We respect engineering principles.
And we believe a good press brake should not only look strong on paper — it should stay strong in real production.